PLC Type FX-Mitsubishi , Name Input / Output PLC :
INPUT PLC :
X000 ; Push Button Start.
X001 ; Push Button Stop.
X002 ; Limit Switch ( LS ) Up for Pneumatic Vacuum Cups.
X003 ; Limit Switch ( LS ) Down for Pneumatic Vacuum Cups.
X004 ; Limit Switch ( LS ) Reverse for Vacuum Cups.
X005 ; Limit Switch ( LS ) Forward for Vacuum Cups.
X006 ; Ready From Laser Engraving Machine.
X007 ; Error From Laser Engraving Machine.
X010 ; Marking From Laser Engraving Machine.
X011 ; Marking Complete From Laser Engraving Machine.
OUTPUT PLC :
Y000 ; Solenoid to Pneumatic Vacuum Generator.
Y001 ; Solenoid to Up for Pneumatic Vacuum Cups.
Y002 ; Solenoid to Down for Pneumatic Vacuum Cups.
Y003 ; Solenoid to Reverse for Vacuum Cups.
Y004 ; Solenoid to Forward for Vacuum Cups.
Y005 ; Emergency Stop To Laser Engraving Machine.
Y006 ; Marking Start To Laser Engraving Machine.
Y007 ; Count-Up To Laser Engraving Machine.
Y010 ; Counter Reset To Laser Engraving Machine.
Please Download Picture Programming Ladder PLC :
PLC Mitsubishi Programming for Marking with Laser Engraving Machine
Reading Ladder PLC Programming for Marking with Laser Engraving Machine :
Step 1 : Running / Stop
Running :
a.If X000 = ON Then SET M0 = ON ( Hold ON ).
b.If M0 = ON And Y005 = ON And X006= ON And X007 = OFF And X000 = ON And X002 = ON And X004 = ON Then M1 = ON ( Hold ON ) And M2 = Momentary ON ( Diff. Up).
Stop :
c.If X001 = ON Then RST M0 = ON ( M0 = OFF ) And M1 = OFF.
Step 2 :
Counter Reset To Laser Engraving Machine And Counter Reset in PLC
a.If M1= ON And M2 = ON And T0 = ON Then M3 = ON ( Hold ON ) And T0 Activated.
b.If M3= ON Then RESET C3 And Y010 = ON ( Counter Reset To Laser Engraving = ON ).
c.If T0= ON Then M3= OFF.
Step 3 : Automatic Marking Process
First Process of Marking ( Product 1 ) And Starts Marking
a.If M1 = ON And M3 = ON And T0= ON And M5 = OFF Then M4 = ON ( Hold ON ).
The Next Process ( Product 2 until 5 ) And Continuous of Marking
b.If M1 = ON And M14 = ON And M5 = OFF Then M4 = ON ( Hold ON ).
Waiting Process Marking from Laser Engraving Machine Completed
c.If M1 = ON And M4 = ON And X010= ON And M6 = OFF Then M5 = ON ( Hold ON ).
Retrieval Process of Product After in Marking
d.If M1 = ON And M5 = ON And X011= ON And M7 = OFF Then M6 = ON ( Hold ON ).
e.If M1 = ON And M6 = ON And X005= ON And M10 = OFF Then M7 = ON ( Hold ON ).
f.If M1 = ON And M7 = ON And X003= ON And M12 = OFF Then M8 = ON ( Hold ON ) And T1 Activated.
g.If T1= ON Then M9 = Momentary ON ( Diff. Up) .
h.If M1 = ON And M8 = ON And M9= ON And M11 = OFF Then M10 = ON ( Hold ON ).
i.If M1 = ON And M10 = ON And X002= ON And M12 = OFF Then M11 = ON ( Hold ON ).
j.If M1 = ON And M11 = ON And X004= ON And M8 = ON Then M12 = ON ( Hold ON ).
Counter PLC in adding one And Count-Up To Laser Engraving Machine = ON
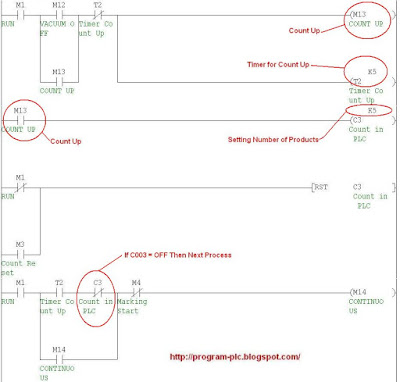
k.If M1 = ON And M12 = ON And T2= OFF Then M13 = ON ( Hold ON ) And T2 Activated.
l.If M13 = ON Then Count Up C3 ( For Count Product ).
m.If M13 = ON Then Y007 = ON ( Count-Up To Laser Engraving Machine = ON ).
Counter PLC <> 5 ( C3= 5 ( Be Changed ) : Number of Products )
n.If M1 = ON And T2 = ON And C3= OFF And M4= OFF Then M14 = ON ( Hold ON ) .
o.If M14 = ON Then To Step 3.b Or The Next Process ( Product 2 until 5 ).
For Setting Number of Products Marking with Laser Engraving:
Step 4 : Origin Process
a.If M1 = OFF And X002 = OFF And X000 = ON Then Y001 = ON.
b.If M1 = OFF And X002 = ON And X004 = OFF And X000 = ON Then Y003 = ON.
Please Download Programming for GX Developer :
PLC Mitsubishi Programming for Marking with Laser Engraving Machine
See : Marking With Laser Engraving Machine And PLC
INPUT PLC :
X000 ; Push Button Start.
X001 ; Push Button Stop.
X002 ; Limit Switch ( LS ) Up for Pneumatic Vacuum Cups.
X003 ; Limit Switch ( LS ) Down for Pneumatic Vacuum Cups.
X004 ; Limit Switch ( LS ) Reverse for Vacuum Cups.
X005 ; Limit Switch ( LS ) Forward for Vacuum Cups.
X006 ; Ready From Laser Engraving Machine.
X007 ; Error From Laser Engraving Machine.
X010 ; Marking From Laser Engraving Machine.
X011 ; Marking Complete From Laser Engraving Machine.
OUTPUT PLC :
Y000 ; Solenoid to Pneumatic Vacuum Generator.
Y001 ; Solenoid to Up for Pneumatic Vacuum Cups.
Y002 ; Solenoid to Down for Pneumatic Vacuum Cups.
Y003 ; Solenoid to Reverse for Vacuum Cups.
Y004 ; Solenoid to Forward for Vacuum Cups.
Y005 ; Emergency Stop To Laser Engraving Machine.
Y006 ; Marking Start To Laser Engraving Machine.
Y007 ; Count-Up To Laser Engraving Machine.
Y010 ; Counter Reset To Laser Engraving Machine.
PLC Mitsubishi Programming for Marking with Laser Engraving Machine
Reading Ladder PLC Programming for Marking with Laser Engraving Machine :
Step 1 : Running / Stop
Running :
a.If X000 = ON Then SET M0 = ON ( Hold ON ).
b.If M0 = ON And Y005 = ON And X006= ON And X007 = OFF And X000 = ON And X002 = ON And X004 = ON Then M1 = ON ( Hold ON ) And M2 = Momentary ON ( Diff. Up).
Stop :
c.If X001 = ON Then RST M0 = ON ( M0 = OFF ) And M1 = OFF.
Step 2 :
Counter Reset To Laser Engraving Machine And Counter Reset in PLC
a.If M1= ON And M2 = ON And T0 = ON Then M3 = ON ( Hold ON ) And T0 Activated.
b.If M3= ON Then RESET C3 And Y010 = ON ( Counter Reset To Laser Engraving = ON ).
c.If T0= ON Then M3= OFF.
Step 3 : Automatic Marking Process
First Process of Marking ( Product 1 ) And Starts Marking
a.If M1 = ON And M3 = ON And T0= ON And M5 = OFF Then M4 = ON ( Hold ON ).
The Next Process ( Product 2 until 5 ) And Continuous of Marking
b.If M1 = ON And M14 = ON And M5 = OFF Then M4 = ON ( Hold ON ).
Waiting Process Marking from Laser Engraving Machine Completed
c.If M1 = ON And M4 = ON And X010= ON And M6 = OFF Then M5 = ON ( Hold ON ).
Retrieval Process of Product After in Marking
d.If M1 = ON And M5 = ON And X011= ON And M7 = OFF Then M6 = ON ( Hold ON ).
e.If M1 = ON And M6 = ON And X005= ON And M10 = OFF Then M7 = ON ( Hold ON ).
f.If M1 = ON And M7 = ON And X003= ON And M12 = OFF Then M8 = ON ( Hold ON ) And T1 Activated.
g.If T1= ON Then M9 = Momentary ON ( Diff. Up) .
h.If M1 = ON And M8 = ON And M9= ON And M11 = OFF Then M10 = ON ( Hold ON ).
i.If M1 = ON And M10 = ON And X002= ON And M12 = OFF Then M11 = ON ( Hold ON ).
j.If M1 = ON And M11 = ON And X004= ON And M8 = ON Then M12 = ON ( Hold ON ).
Counter PLC in adding one And Count-Up To Laser Engraving Machine = ON
k.If M1 = ON And M12 = ON And T2= OFF Then M13 = ON ( Hold ON ) And T2 Activated.
l.If M13 = ON Then Count Up C3 ( For Count Product ).
m.If M13 = ON Then Y007 = ON ( Count-Up To Laser Engraving Machine = ON ).
Counter PLC <> 5 ( C3= 5 ( Be Changed ) : Number of Products )
n.If M1 = ON And T2 = ON And C3= OFF And M4= OFF Then M14 = ON ( Hold ON ) .
o.If M14 = ON Then To Step 3.b Or The Next Process ( Product 2 until 5 ).
For Setting Number of Products Marking with Laser Engraving:

Step 4 : Origin Process
a.If M1 = OFF And X002 = OFF And X000 = ON Then Y001 = ON.
b.If M1 = OFF And X002 = ON And X004 = OFF And X000 = ON Then Y003 = ON.
Please Download Programming for GX Developer :
PLC Mitsubishi Programming for Marking with Laser Engraving Machine
See : Marking With Laser Engraving Machine And PLC