PLC Type FX, Name Input / Output PLC :
INPUT PLC :
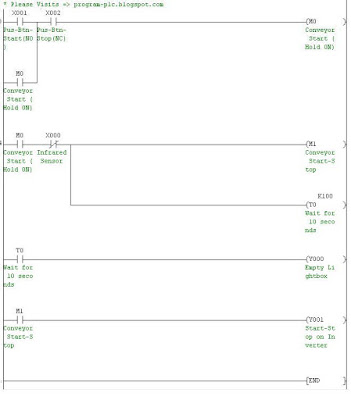
X000 ; Infrared Sensor
X001 ; Push Button Start (Normally Open Contact)
X002 ; Push Button Stop (Normally Closed Contact)
--- Link : normally open normally closed contact
OUTPUT PLC :
Y000 ; Empty Lightbox
Y001 ; Start-Stop on Inverter
PLC Programming for Conveyor Control using Mitsubishi PLC
Please Download Programming for GX Developer :
Conveyor Control
Reading Ladder PLC Programming for Conveyor Control using Mitsubishi PLC :
1. Conveyor Start
a.If X001 = ON AND X002 = ON Then M0 = ON (Hold ON)
b.If M0 = ON AND X000 = OFF Then M1 = ON
c.If M1 = ON Then Y001 = ON
2. Conveyor Stop
a.If X002 = OFF Then M0 = OFF
b.If M0 = OFF Then M1 = OFF
c.If M0 = ON AND X000 = ON Then M1 = OFF
d.If M1 = OFF Then Y001 = OFF
3. Empty Lightbox = ON
a.If M0 = ON AND X000 = OFF Then T0 activated (active for 10 seconds)
b.If T0 = ON Then Y000 = ON
Back to : Conveyor Control
INPUT PLC :
X000 ; Infrared Sensor
X001 ; Push Button Start (Normally Open Contact)
X002 ; Push Button Stop (Normally Closed Contact)
--- Link : normally open normally closed contact
OUTPUT PLC :
Y000 ; Empty Lightbox
Y001 ; Start-Stop on Inverter
PLC Programming for Conveyor Control using Mitsubishi PLC

Please Download Programming for GX Developer :
Conveyor Control
Reading Ladder PLC Programming for Conveyor Control using Mitsubishi PLC :
1. Conveyor Start
a.If X001 = ON AND X002 = ON Then M0 = ON (Hold ON)
b.If M0 = ON AND X000 = OFF Then M1 = ON
c.If M1 = ON Then Y001 = ON
2. Conveyor Stop
a.If X002 = OFF Then M0 = OFF
b.If M0 = OFF Then M1 = OFF
c.If M0 = ON AND X000 = ON Then M1 = OFF
d.If M1 = OFF Then Y001 = OFF
3. Empty Lightbox = ON
a.If M0 = ON AND X000 = OFF Then T0 activated (active for 10 seconds)
b.If T0 = ON Then Y000 = ON
Back to : Conveyor Control