PLC Type FX-Mitsubishi , Name Input / Output PLC :
INPUT PLC :
X000 ; Push Button Start
X001 ; Push Button Stop
X002 ; Selector Switch 1
X003 ; Selector Switch 2
X004 ; Selector Switch 3
X005 ; Selector Switch 4
X006 ; Sensor Bottle 1
X007 ; Sensor Bottle 2
X010 ; Sensor Bottle 3
X011 ; Sensor Bottle 4
X012 ; Digital Flow Switch 1
X013 ; Digital Flow Switch 2
X014 ; Digital Flow Switch 3
X015 ; Digital Flow Switch 4
X016 ; Proximity for Count Revolution
X017 ; Fluid Sensor
X020 ; Motor Feedback Alarm for Screw Conveyor
X021 ; Limit Switch (LS) Nozzle Down
X022 ; Limit Switch (LS) Nozzle Up
OUTPUT PLC :
Y000 ; Motor ( Motor Running ) for Screw Conveyor
Y001 ; Solenoid for Cylinder Nozzle Up
Y002 ; Solenoid for Cylinder Nozzle Down
Y003 ; Single Solenoid for Drain Nozzle 1
Y004 ; Single Solenoid for Drain Nozzle 2
Y005 ; Single Solenoid for Drain Nozzle 3
Y006 ; Single Solenoid for Drain Nozzle 4
Y007 ; Single Solenoid for Filling Nozzle 1
Y010 ; Single Solenoid for Filling Nozzle 2
Y011 ; Single Solenoid for Filling Nozzle 3
Y012 ; Single Solenoid for Filling Nozzle 4
Y013 ; Single Solenoid for Pneumatic Pump 1
Y014 ; Single Solenoid for Pneumatic Pump 1
Y015 ; Single Solenoid for Pneumatic Pump 1
Y016 ; Single Solenoid for Pneumatic Pump 1
Please Download Picture Programming Ladder PLC :
PLC Mitsubishi Programming for Filling Machine
Reading Ladder PLC Programming for Filling Machine :
Step 1 :
a.If X000 = ON And X001 = OFF And X017 = ON And X020 = ON Then M32 = ON And M33 = Momentary ON ( Pulse ).
b.M33 For Return To Origin Signal
c.If M32 = ON Then ALL System Ready ( Master Control M100 = ON ).
Step 2 :
For Pump ON and Drain Process for 1 Nozzle, Example Nozzle 1
a. If X002 = ON And M48 = OFF Then M0 = ON.
b. If Y013 = ON And Y007 = OFF Then M4 = ON.
c. If Y013 = ON And Y003 = ON And X012 = OFF Then T0 Activated ( Can be Setting for Stability ).
d. If T0 = ON Then SET M48 = Hold ON.
e. If X002 = OFF Then RST M48 = OFF.
See Picture for Setting Stability Flow Switch OFF :

Step 3 :
Filling Process
a. If (Y013 = ON And X006 = ON) Or (Y014 = ON And X007= ON) Or (Y015 = ON And X010= ON) Or (Y016= ON And X011= ON) Then M8 = ON.
b. If M8 = ON And X022 = ON And Y000 = OFF And M25 = OFF Then M9 = ON (Latching ON) And M10 = Momentary ON ( Pulse).
c. If M10 = ON And M22 = OFF And M9 = ON Then M11 = ON (Latching ON).
d. If M11 = ON And X021 = ON And M22 = OFF And M9 = ON Then M12 = ON (Latching ON).
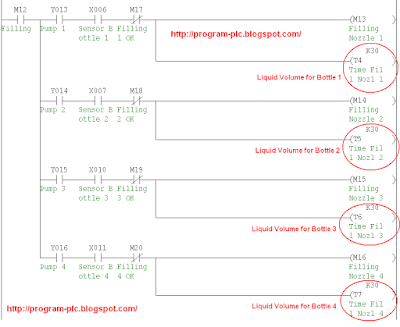
e. If M12 = ON And Y013 = ON And X006 = ON And M17 = OFF Then M13 = ON And T4 Activated ( Can be Setting for Liquid Volume ).
f. If M12 = ON And T4 = ON Then SET M17 = Hold ON ( Bottle 1 = FULL ).
g. If M17 = ON And M18 = ON And M19 = ON And M20 = ON Then M21 = ON ( ALL Bottle = FULL ).
See Picture for Setting Liquid Volume for Bottle 1 until 4 :
Step 4 :
Nozzle Up
a. If M10 = ON Or M22 = ON Then M17 = OFF And M18 = OFF And M19 = OFF And M20 = OFF.
b. If M12 = ON And M21 = ON And M23 = OFF Then M22 = ON (Latching ON).
Step 5 :
Running Screw Conveyor
a. If ( M22 = ON Or M27 = ON ) And X022 = ON And M24 = OFF Then M23 = ON (Latching ON).
b. If Y000 = ON Then C10 Activated Count Up to 4 ( Not Set ).
c. If C10 = ON Then M24 = OFF.
d. Continue To Step 3
Step 6 :
Return to Origin
a. If M33 = ON And X022 = OFF Or ( X006 = OFF And X007 = OFF And X010 = OFF And X011 = OFF ) Then M25 = ON (Latching ON).
b. Nozzle move to Up
c. If Bottle Empty Then Running Screw Conveyor
Please Download Programming for GX Developer :
Ladder PLC Mitsubishi for Filling Machine
See : PLC for Filling Machine
INPUT PLC :
X000 ; Push Button Start
X001 ; Push Button Stop
X002 ; Selector Switch 1
X003 ; Selector Switch 2
X004 ; Selector Switch 3
X005 ; Selector Switch 4
X006 ; Sensor Bottle 1
X007 ; Sensor Bottle 2
X010 ; Sensor Bottle 3
X011 ; Sensor Bottle 4
X012 ; Digital Flow Switch 1
X013 ; Digital Flow Switch 2
X014 ; Digital Flow Switch 3
X015 ; Digital Flow Switch 4
X016 ; Proximity for Count Revolution
X017 ; Fluid Sensor
X020 ; Motor Feedback Alarm for Screw Conveyor
X021 ; Limit Switch (LS) Nozzle Down
X022 ; Limit Switch (LS) Nozzle Up
OUTPUT PLC :
Y000 ; Motor ( Motor Running ) for Screw Conveyor
Y001 ; Solenoid for Cylinder Nozzle Up
Y002 ; Solenoid for Cylinder Nozzle Down
Y003 ; Single Solenoid for Drain Nozzle 1
Y004 ; Single Solenoid for Drain Nozzle 2
Y005 ; Single Solenoid for Drain Nozzle 3
Y006 ; Single Solenoid for Drain Nozzle 4
Y007 ; Single Solenoid for Filling Nozzle 1
Y010 ; Single Solenoid for Filling Nozzle 2
Y011 ; Single Solenoid for Filling Nozzle 3
Y012 ; Single Solenoid for Filling Nozzle 4
Y013 ; Single Solenoid for Pneumatic Pump 1
Y014 ; Single Solenoid for Pneumatic Pump 1
Y015 ; Single Solenoid for Pneumatic Pump 1
Y016 ; Single Solenoid for Pneumatic Pump 1
PLC Mitsubishi Programming for Filling Machine
Reading Ladder PLC Programming for Filling Machine :
Step 1 :
a.If X000 = ON And X001 = OFF And X017 = ON And X020 = ON Then M32 = ON And M33 = Momentary ON ( Pulse ).
b.M33 For Return To Origin Signal
c.If M32 = ON Then ALL System Ready ( Master Control M100 = ON ).
Step 2 :
For Pump ON and Drain Process for 1 Nozzle, Example Nozzle 1
a. If X002 = ON And M48 = OFF Then M0 = ON.
b. If Y013 = ON And Y007 = OFF Then M4 = ON.
c. If Y013 = ON And Y003 = ON And X012 = OFF Then T0 Activated ( Can be Setting for Stability ).
d. If T0 = ON Then SET M48 = Hold ON.
e. If X002 = OFF Then RST M48 = OFF.
See Picture for Setting Stability Flow Switch OFF :

Step 3 :
Filling Process
a. If (Y013 = ON And X006 = ON) Or (Y014 = ON And X007= ON) Or (Y015 = ON And X010= ON) Or (Y016= ON And X011= ON) Then M8 = ON.
b. If M8 = ON And X022 = ON And Y000 = OFF And M25 = OFF Then M9 = ON (Latching ON) And M10 = Momentary ON ( Pulse).
c. If M10 = ON And M22 = OFF And M9 = ON Then M11 = ON (Latching ON).
d. If M11 = ON And X021 = ON And M22 = OFF And M9 = ON Then M12 = ON (Latching ON).
e. If M12 = ON And Y013 = ON And X006 = ON And M17 = OFF Then M13 = ON And T4 Activated ( Can be Setting for Liquid Volume ).
f. If M12 = ON And T4 = ON Then SET M17 = Hold ON ( Bottle 1 = FULL ).
g. If M17 = ON And M18 = ON And M19 = ON And M20 = ON Then M21 = ON ( ALL Bottle = FULL ).
See Picture for Setting Liquid Volume for Bottle 1 until 4 :

Step 4 :
Nozzle Up
a. If M10 = ON Or M22 = ON Then M17 = OFF And M18 = OFF And M19 = OFF And M20 = OFF.
b. If M12 = ON And M21 = ON And M23 = OFF Then M22 = ON (Latching ON).
Step 5 :
Running Screw Conveyor
a. If ( M22 = ON Or M27 = ON ) And X022 = ON And M24 = OFF Then M23 = ON (Latching ON).
b. If Y000 = ON Then C10 Activated Count Up to 4 ( Not Set ).
c. If C10 = ON Then M24 = OFF.
d. Continue To Step 3
Step 6 :
Return to Origin
a. If M33 = ON And X022 = OFF Or ( X006 = OFF And X007 = OFF And X010 = OFF And X011 = OFF ) Then M25 = ON (Latching ON).
b. Nozzle move to Up
c. If Bottle Empty Then Running Screw Conveyor
Ladder PLC Mitsubishi for Filling Machine
See : PLC for Filling Machine