PLC, SCADA, Automation, PLC Programming, PLC eBook, Free PLC Training
Home
Donate
Download
Get Free PLC eBook
PLC Programming Examples
Contact Us
Privacy Policy
Follow Me
Home
Donate
Download
Get Free PLC eBook
PLC Programming Examples
Contact Us
Privacy Policy
Follow Me
Wednesday, April 7, 2010
Push ON Push OFF With Internal Relay PLC Mitsubishi
PLC Type FX-Mitsubishi , Name Input / Output PLC : INPUT PLC : X000 ; Push Button Switch ( without lock ). ...
OLE for Process Control (OPC) Introduction
One of the weaknesses of factory automation is so various kinds of protocols developed by the individual vendor automation. If you have a ...
Tuesday, April 6, 2010
Push ON Push OFF With Internal Relay PLC Omron
PLC Type Series-CV Omron , Name Input / Output PLC : INPUT PLC : 0000.00 ; Push Button Switch ( without lock )....
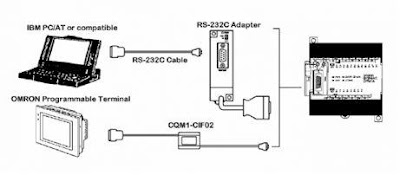
Serial Communication PLC Omron CPM1
Serial communication on this PLC Omron CPM1A generally used for communication PLC with computer or with touch screen from Omron as well. P...
Monday, April 5, 2010
Elevator with PLC Program
Simulation : elevator plc program for one Floor Detail Elevator with PLC: Information on Drawing Numbers for ...
Interrupt Functions of PLC Omron CPM2A
Omron PLC CPM2A provides several types of interruptions processing, namely: 1. Interrupt Inputs . The program will be executed when the...
Sunday, April 4, 2010
Elevator PLC Program with PLC Mitsubishi
PLC Type FX-Mitsubishi , Name Input / Output PLC : INPUT PLC : X000 ;Push Button Switch In Floor B Outside. X0...
PAC is Hybrid of PLC and PC
PAC is called "PLC's future", because its ability is a combination of PLC and PC capabilities. PCs have also started widely...
Saturday, April 3, 2010
Elevator PLC Program with PLC Omron
PLC Type Series-CV Omron , Name Input / Output PLC : INPUT PLC : 0000.00 ;Push Button Switch In Floor B Outside...
The Tasks of SCADA Software
SCADA software in the overall SCADA system has several major tasks to be done: • Input/Output Task - Interface SCADA system with equip...
Friday, April 2, 2010
Introduction to System DCS DeltaV
This article will discuss some of the DCS DeltaV system architecture. DeltaV is DCS that a lot of applied in Oil and Gas Industry. Delt...
Thursday, April 1, 2010
Elevator PLC Program with PLC Keyence
PLC Type KV Keyence , Name Input / Output PLC : INPUT PLC : 0000 ;Push Button Switch In Floor B Outside. 0001 ...
How to Design SCADA System
SCADA software is a program that it put on the Master Terminal Unit in a PC. How to approach the design required of SCADA software? Ther...
Newer Posts
Older Posts
Home
You may also like these ebook:
Get Free PLC eBook directly sent to your email,
and email subscription to program-plc.blogspot.com
We hate SPAM. Your information is never sold or shared with anyone.
Your Email Will Be 100% Secured !
Your email is stored safely on Google FeedBurner